How to improve steam generation, distribution and recovery can help a plant to increase its steam system efficiency by as much as 20-30%
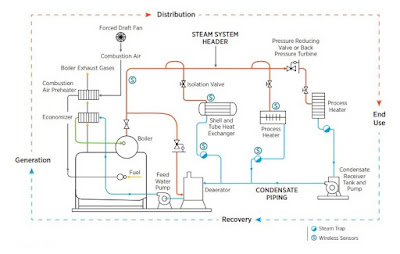
Common areas for energy savings opportunities are steam generation, distribution, end use and recovery. This article outlines some typical energy efficiency measures.
Demand reduction
A plant’s boilers may be producing more steam or steam at a higher pressure than is necessary for the end uses. Understanding process requirements is especially important when downstream improvements, such as insulation and increased condensate return, are implemented. Lower losses translate into changes in steam production.
A case study was conducted that a process engineer determined that a steam header pressure of 125 psig was no longer necessary due to changes in some of the plant’s processes. A team of personnel from the maintenance, utilities and production departments evaluated the feasibility of reducing the header pressure and decided to incrementally decrease header pressure, while monitoring the effects of this change on system performance. The pressure was reduced twice, first to 115 psig, and then to 100 psig. The plant determined that there were no detrimental impacts on system operation, and it now operates the system at 100 psig. This reduced energy consumption by 8%, far exceeding initial expectations, and has saved the plant $142,000 annually. Carbon emissions have also been reduced.
Another approach is to reduce a specific end-use pressure. A plant implemented a process optimization project involving two chloromethane production units. The four-month project required no capital investment. The steam system pressure in the first distillation column was lowered from 35 to 26 psig, which resulted in a lower condensing temperature that required less reflux during component separation. Average reboiler steam demand per unit of product decreased by almost 6%, with yearly cost savings of $42,000.
Boiler tune-up
The major areas of opportunity in boiler tune-up encompass minimizing excess combustion air and continuous boiler blowdown optimization. Providing an optimum amount of excess combustion air minimizes stack heat losses, while ensuring complete fuel combustion. Stack temperature and flue gas oxygen (or carbon dioxide) content are the primary indicators of excess air. Optimum excess air is a function of fuel type and boiler and burner design; many well-designed systems use less than 10% excess air. Flue gas composition should be monitored regularly with gas-absorbing test kits or combustion efficiency analyzers. Highly variable steam flowrates or the use of fuels with variable composition or moisture content may warrant the installation of an online oxygen analyzer with oxygen trim control.
Minimizing boiler blowdown helps maintain a high steam quality for effective production, while reducing fuel and water treatment expenses. Blowdown rates typically range from 4% to 8% of feedwater flow. Treated makeup water that is relatively pure may require less blowdown, whereas water with a high dissolved-solids content requires more.
Extensive operating practices have been developed by the American Society of Mechanical Engineers (ASME). These recommended blowdown practices depend on operating pressures, steam purity needs and the sensitivity of the system to water deposits. For best results, review the ASME guidelines and investigate the feasibility of continuous blowdown controls to help maintain target conductivity, alkalinity or dissolved-solids concentrations.
Clean heat-transfer surfaces
Scale and soot buildup can cause safety hazards, such as heat exchanger tube failure and boiler metal overheating, in addition to excess fuel use of up to 5%. Heat transfer surfaces can be kept relatively clean by pretreating boiler makeup water with water softeners, reverse osmosis, and/or demineralizers, treating returned condensate if needed, and adopting proper blowdown practices. Remove existing scale either mechanically or through acid cleaning. It can also be useful to consult a specialist in water treatment.
Auxiliary equipment
Other equipment that can increase boiler efficiency includes economizers, combustion air preheaters, blowdown heat-recovery systems and controls.
Economizers transfer surplus heat from the flue gas to the feedwater, and are appropriate when insufficient heat transfer (assuming heat transfer is clean of scale) exists within the boiler to remove combustion heat. Good candidates are boilers above 100 boiler hp that operate at pressures above 75 psig and are in continuous use (one boiler hp is equal to a heat capacity of 33,475 Btu/h.)
The boiler should first be tuned to the manufacturer’s specifications. Then determine the amount of recoverable heat by measuring the operating stack temperature and comparing it with the minimum stack temperature necessary to avoid condensation and corrosion (250°F if natural gas is the fuel, 300°F for coal and low-sulfur oils, and 350°F for high-sulfur oils). With the amount and value of recoverable heat known, obtain installed cost quotations and determine the cost-effectiveness of installing a feedwater economizer or air preheater in the plant.
Blowdown heat-recovery systems to preheat boiler makeup water make sense when continuous boiler blowdown is greater than 5% of the feedwater flowrate. Blowdown waste heat can be recovered with a shell-and-tube heat exchanger or in a flash tank. An oxygen trim system provides feedback to the boiler forced-draft fan to minimize excess combustion air and optimize the air-to-fuel ratio. This can result in fuel savings of 3–5% and is especially cost-effective when fuel composition is highly variable.
Steam leaks
Steam leaks can be dangerous in higher-pressure systems, above and beyond the significant energy waste they represent. Steam leaks are often found at valve stems, unions, pressure regulators, flanges and pipe joints.
The first step is to conduct a steam leak survey. Large steam leaks are visible, and ultrasonic detectors can identify even very small leaks. Tag the leaks and determine which can be repaired by the in-house maintenance staff or which require specialized service technicians.
Steam traps
In steam systems that have not been maintained for three to five years, 15–30% of the traps may have failed. Regularly scheduled maintenance should reduce this to under 5%. The excess costs due to one medium-sized steam trap failing in an open position in a 100-psig steam system can be over $3,000/yr. Traps can be tested by various methods, including visual and audible inspection, portable infrared thermometers and ultrasonic detectors. For optimum performance, establish a routine program for trap inspection, testing and repair that includes a reporting mechanism to ensure repeatability and provides for documenting energy and dollar savings.
A Chemical Production Company implemented a preventive maintenance (PM) program to identify energy losses in its steam system. The PM program inventoried the plant’s steam traps, trained system operators to identify failed traps, improved communication between maintenance and production personnel so that failed traps were quickly repaired or replaced, and identified improperly sized traps or traps of the wrong type and planned their replacement. This program saves the Company over $80,000 annually for an initial cost of just $22,000. It reduced energy consumption on a per-production-unit basis by 28%, had a payback of just over 2.5 months, and reduced CO2 emissions by 2,400 tons. Another Methyl Methacrylate plant implemented a similar program and is saving nearly $500,000 each year.
Insulation
Insulation helps ensure proper steam pressure for production and can reduce heat loss from surfaces by 90%. The US Department Of Energy’s Industrial Assessment Center demonstrated typical savings ranging from 3% to as high as 13% of total natural gas usage through insulation installation.
The optimum insulation thickness can be calculated with the North American Insulation Manufacturers Association’s 3E+ Insulation Thickness Computer Program. Depending on pipe size and temperature, insulation requirements may range from 1 inch to over 8 inch in thickness. Common insulating materials for steam systems include fiberglass, mineral fiber, calcium silicate and cellular glass. Insulating material and protective cover choices depend on moisture, temperature, physical stress and other environmental variables.
Facilities should conduct an insulation survey (approximately every five years) that documents uninsulated areas and insulation damage. Any steam and condensate return piping, boiler surfaces and fittings over 120°F should be insulated. Damaged, deteriorated and wet insulation should be repaired or replaced.
Condensate return
Return of high-purity condensate reduces boiler blowdown energy losses and makeup water requirements. This saves fuel used for heating cool makeup water (and saves the water itself), and it reduces chemical use and treatment costs. Eliminating condensate discharge into the sewer system also reduces disposal costs.
Repair condensate return system leaks. If a condensate return system is absent, estimate the cost of a condensate return system and install one if economically justified.
Flash steam recovery
When the pressure of saturated condensate is reduced, a portion of the liquid flashes to steam at a lower pressure. This can be done intentionally to regenerate low-pressure steam to meet process requirements. Depending on the pressures involved, flash steam contains anywhere from 10% to 40% of the energy content of the condensate. Another conservation measure involves the use of a vent condenser to recover energy lost when steam is released from condensate receiver or deaerator vents. Inspect vent pipes of receiver tanks and deaerators for excessive flash steam plumes and install heat exchangers when appropriate.
Case study of a Steel Manufacturing Plant returned a portion of its warm condenser cooling-water exhaust stream to the boiler feedwater and rerouted low-pressure waste steam into a steam turbine generator. This, along with a turbine rebuild, resulted in annual savings of approximately 40,000 MWh of electricity, 85,000 MMBtu of natural gas, and nearly $3.3 million. With a cost of $3.4 million more than a standard maintenance overhaul, the project had a simple payback of just over one year. The project also reduced high-temperature water discharge into the harbor and decreased coke oven and blast furnace emissions by 27,200,000 pounds of carbon equivalent, 294,000 pounds of SOx, 370,000 pounds of NOx, 11,600 pounds of Particulate Matter (PM10), 1,450 pounds of volatile organic compounds (VOCs) and 14,000 pounds of CO.
Analysis Discussion
The points discussed above point out the power of taking a systems approach to energy management. Too many manufacturing facilities are not achieving their full potential because of poorly operated and maintained steam systems. Steam efficiency lies at that rarely visited intersection of improved economic performance, greater energy-efficiency, and environmental benefit. Any manufacturer can benefit by taking advantage of available public and private energy-management resources and analysis tools.
The long-term benefits of system efficiency require continuous improvement through proper operating and maintenance practices. This prevents a system from degrading into a mode of poor performance.
The systems approach to energy management can be summarized in three basic steps:
- Walk through your entire steam system and perform an audit.
- Document the audit results and make appropriate improvements as outlined.
- Develop and implement a program for ongoing system maintenance.
Heightened awareness of operating costs and performance implications is key to understanding the importance of steam system management. Additional ways to discover and capture savings opportunities include sharing experiences and knowledge within and outside the company, as well as increasing interaction between facility operations and management to reconcile production and engineering facts with financial and corporate priorities.
Comments
Post a Comment